
|
| 起源の場所 | 広東省、中国(本土) |
| ブランド名 | Guangdong, China (Mainland) |
| 証明 | ISO9001:2000,ISO14001:2004 |
| モデル番号 | カスタマイズしなさい |
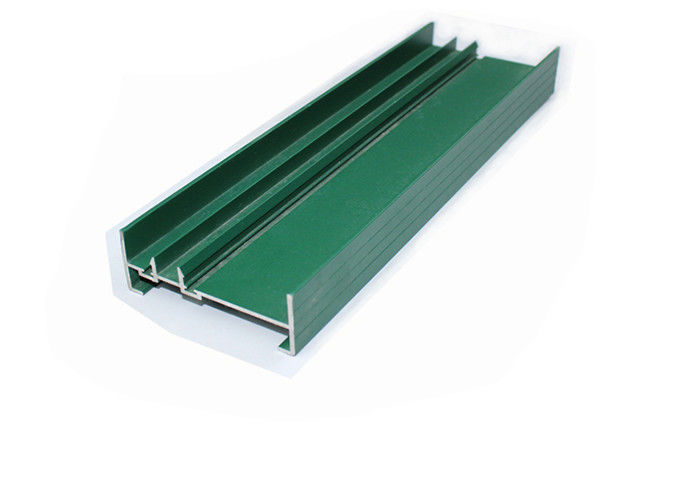
力のコーティングの表面処理構造のアルミニウム セクションの重量
| 製品仕様書 | |
| 記述 | 力のコーティングの表面処理構造のアルミニウム セクションの重量 |
| 国民の標準を実行する | GB5237.4-2008 |
| 材料の厚さ(t) | t=1.0/1.1/1.2/1.4 |
| 付着 | 等級0 |
| 材料 | アルミ合金6063、6063A、6060、6061 |
| 焼きなましの処置 | T4、T5、T52、T6、等。 |
| 色 | 緑、灰色、黒く、白い、(RALシリーズ)等(abt 200色) |
| 表面処理 | 、Semi-glossy無光沢、非常に光沢のある |
| 粉の厚さ | 40um ≤の厚さの≤ 120um |
| 長さ | 正常な長さ= 6つのm |
| パッケージ |
1. 各プロフィールのための真珠の綿の泡; 2. 収縮フィルムの外面の覆い; 3. 顧客の要求に従って詰められる。 |
| 利点/特徴 |
さまざまな機械性能を多彩なプロダクトにへ与えること いろいろな種類の建築様式を合わせなさい |
プロセス制御要素は次の通り記述されている:
不動態化(閉鎖した)
不動態化の目的はリン酸で処理する膜の気孔を閉め、ペンキのフィルムのリン酸で処理する膜、特に全面的な付着および耐食性の耐食性を改善することである。現在一般に2つの方法でクロムなしでクロムの処置を採用し、しかしひどくコーティングの付着および耐食性を長い間損なうアルカリ タイプ無機不動態化との一部が(最も隣酸塩、炭酸塩、亜硝酸塩、隣酸塩、等を含むため)ある。
水洗浄
目的を洗浄する水は残りの液体から前のチャネル スロット液体から表面を取除くことである水質は直接工作物のリン酸で処理することの質および浴室の安定性に影響を与えることができる。浴室の湯せんは通常次を制御する:
(1)沈積物の量は余りに高くない。高い内容は工作物の表面で現われることができる。
(2)液体の表面は浮遊不純物の自由なべきである。洗浄方法は通常流出水と液体の表面のオイルか他の不純物を保障しないために洗浄される。
(3)たらいのPHはニュートラルに近いべきである。PHによりそれに続く溝の液体の安定性に影響を与える細長かったタンクを引き起こすには余りにも高くまたは余りにも低い。
アルミニウム プロフィールの縦の粉の噴霧の生産ライン技術
縦の粉の噴霧の開発そして概観
コーティングの表面処理プロセスをである処理の後に静電気によって一種の乾式、非常に良い顔料の粒子、コーティング形作られる固体コーティングの層形態を治すオーブンを治した後プロダクトのコーティングで、粉にしなさい。
噴霧を粉にすること当然:
1) 表面は美しい、の反傷、反化学薬品の侵入、反紫外光線耐久。
2) 環境保護、無駄の排出無し;
3) 完全な端の適用範囲;
4) 色は均一であり、色は広い;
5) 従って厚さは容易に広く利用された制御され。
コーティングを粉にすればコーティングは1930年代末始まった。ポリエチレンの粉の金属表面に適用される最初の適用はのである粉のコーティングの始めフレーム溶射する。それは50年代まで粉のコーティングおよびコーティング プロセスが将来開発されたことではなかった。遅の中国の開始の粉のコーティングは、1989の江蘇常州のhuayiのアルミニウム工場を米国のnordsonの粉噴霧装置、である中国の最初アルミニウム粉のコーティング導入したが、経済改革および開発として、粉のコーティングの技術は私達の国の急速な開発を得た。当初、それはすべて水平線だったが、経済的な科学技術の開発と、最初の縦の噴霧の生産ラインはイタリアおよび日本でもたらされ、広く利用され始めた。縦の粉のコーティングの生産ラインは成長したプロダクト、粉のコーティングの均等性に乾燥する弾くことの前処理のために開発された、またすべてを治す効果は、メンバーからのより少ない操作小さい、区域層の範囲の完全な効果を治す粉の均等性の区域をカバーすること垂直線による国際的な高度のレベルを達成する。
![]()
![]()
私達にいつでも連絡しなさい


